Třecí rolny
Poskytne více přilnavosti, bez vulkanizace! Termoplastické elastomery jsou pokrokové, cenově výhodné a rychlé.
Hnací válce a hnací kola v automatizační technice dopravují různé zboží. Také v logistice jsou dopravníkové dráhy s poháněnými třecími rolnami široce rozšířeny.
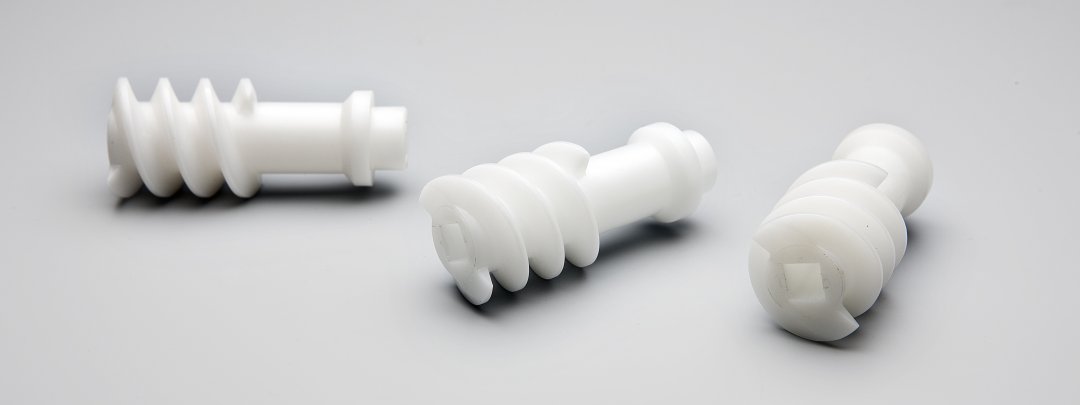
Vyrábíme třecí válce připravené k montáži ve 2-komponentním vstřikování a kombinujeme termoplastický elastomer (TPE) s částečně krystalickým polyamidem (PA). Tak využijí naše hnací válce výhod obou plastů:
- Bandáž z TPE. Bandáže válců přednostně vyrábíme z termoplastického elastomeru na polyuretanovém základu. Pozoruhodná přilnavost termoplastického polyuretanu (TPE-U) optimalizuje přenos sil z válce na přepravované zboží. Trvale, neboť termoplastický polyuretan nekřehne ani po letech. Při výrobě nastavíme konstantně stupeň tvrdosti mezi 60 a 95° Shore, přesně, jak je pro hnací výkon válce optimální. Další výraznou vlastností TPE-U je jeho vysoká odolnost vůči otěru.
- Tělo válce z polyamidu. Maximálně zatížený polyamid (PA) propůjčuje válci svou nosnost. Polyamid je houževnatý, hnací válec je vyzbrojen proti úderům a rázům. Kromě toho se nechá polyamid vyztužit sklem nebo karbonem. Extrémně houževnaté nastavení zvyšuje již tak vysokou rázovou pevnost polyamidu (např. PA 6 GF30 HI).
Promyšleným žlábkováním a optimální přilnavostí obou materiálů vytvoříme materiálové spojení pro trvalé zatížení.